





因為所有核心元件的接合面,機器加工只能做到百分之的配合精度,而研磨雖可達千分之五的配合精度,但仍不能滿足高精密設備的標準,唯有鏟花能達成所要求的精度,以及順暢的接合面。
其次,手工鏟花之所以能贏過機器精密度,關鍵就在于程序上沒有夾持力作用與熱升溫產生的變形問題。
什么是“鏟花”?
簡單說,機床組裝過程中,有許多需要貼合的金屬平面,但機械加工或研磨出來的平面都有瑕疵。因此,必須靠鏟花技術人員進行人工切削,矯正機械加工或研磨留下的誤差,讓金屬平面,變成“真平面”。
鏟花目的:
“鏟花”是利用人工切削,矯正機械加工留下的誤差。為了達到更高的組裝精度,及維持長時間的加工穩定度。臺灣亞崴做的非常理想。
鏟花作用:
精度- 設備的幾何精度與穩定度提升。
油膜- 借由凹凸面,產生油膜,達到潤滑。
以客觀的角度來說
機臺外觀以及一年內的加工使用情況,很難體現出有無鏟花的差異性,但加工時間一拉長,穩定度、精度、耐用性的價值體現會相對顯著,也間接體現設備在二手市場的保值性價值。
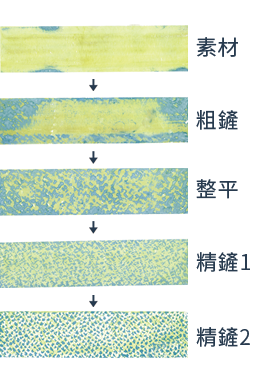
鏟花的演進過程
增加接觸面之穩定性
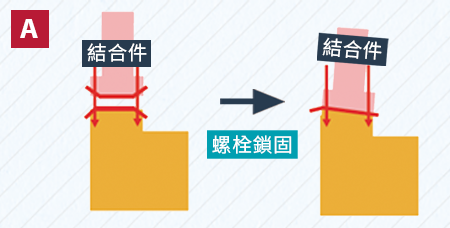
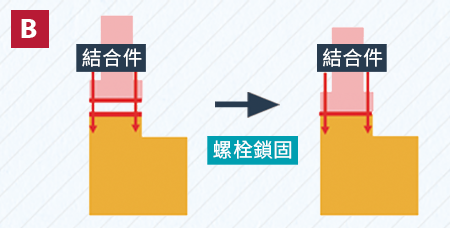
A 零件僅機械加工后( 如精銑或研磨 ),若未進行鏟花加工,將導致機臺精度產生無法預測的變化。
B 零件僅機械加工后,再進行鏟花將結合面做平整,鎖固后,機臺精度穩定,且不會產生變化。
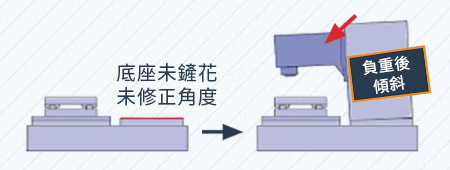
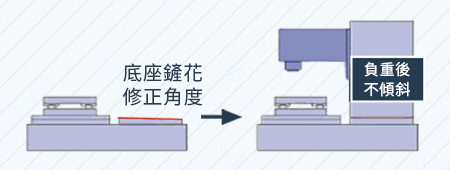
確保幾何精度
用鏟花把底座接合面做平以外,還修正角度,使立柱在負重或溫升之后,保持堅挺且固定。
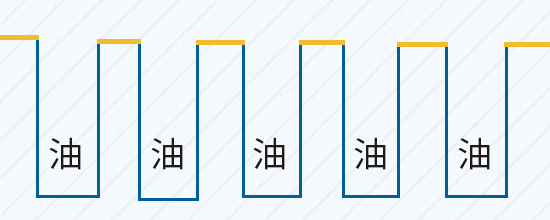
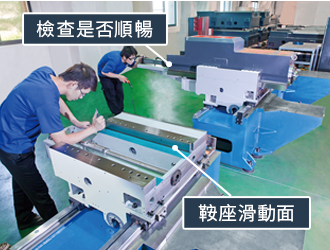
達到潤滑效果
將滑動面鏟平,并做出高低點讓油儲存在低點,使滑動面運動更順暢,以減少磨耗達到潤滑效果。( 如圖之鞍 / 頭滑動面為例 )
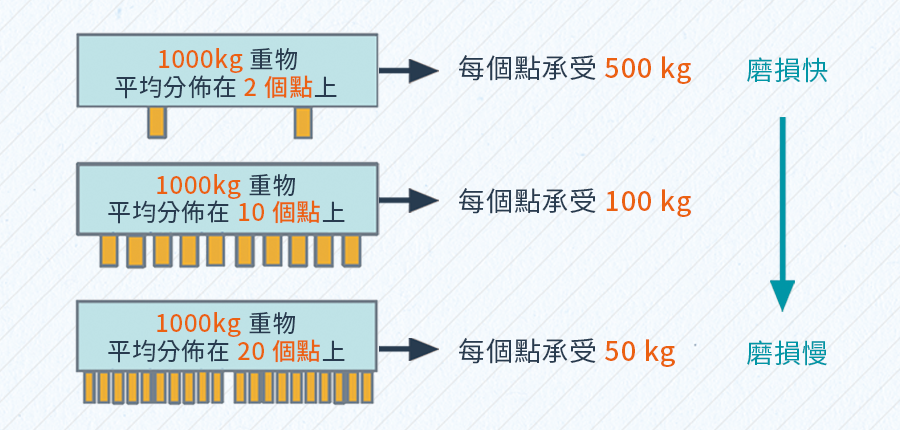
重量與載重點關系
載重點的數量,將影響磨損快慢。
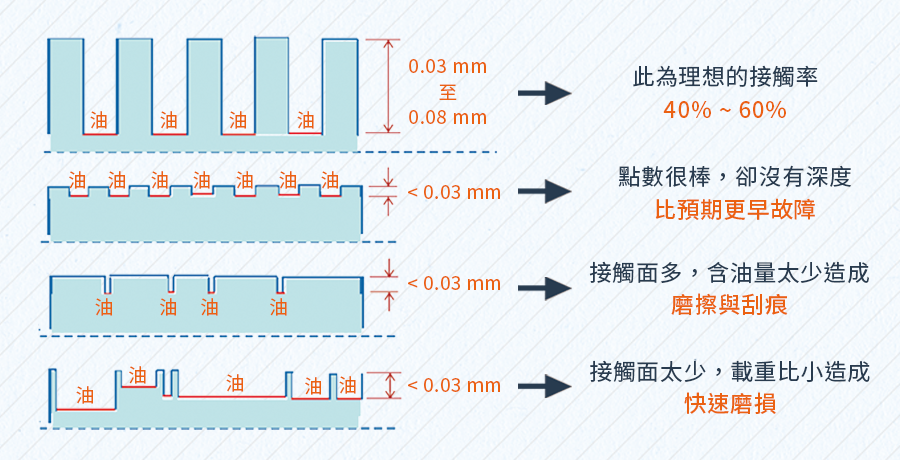
面積比與油關系
這是鏟花師傅的功力所在,平均的鏟出高與低差,高點承載重量,低點留住油膜。
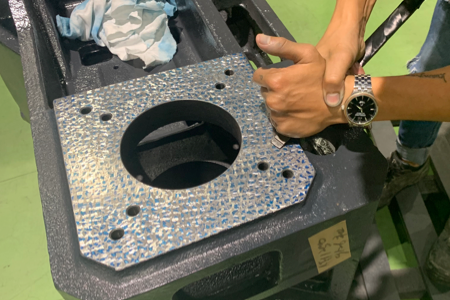
每臺設備完成鏟花后,需造冊、拓印,完善鏟花履歷。
點數與面積比關系
一般來說,每一種結合面的鏟花點密度,會依照該接合面的用途而有所不同,如機械固定面、機械滑動面等等。
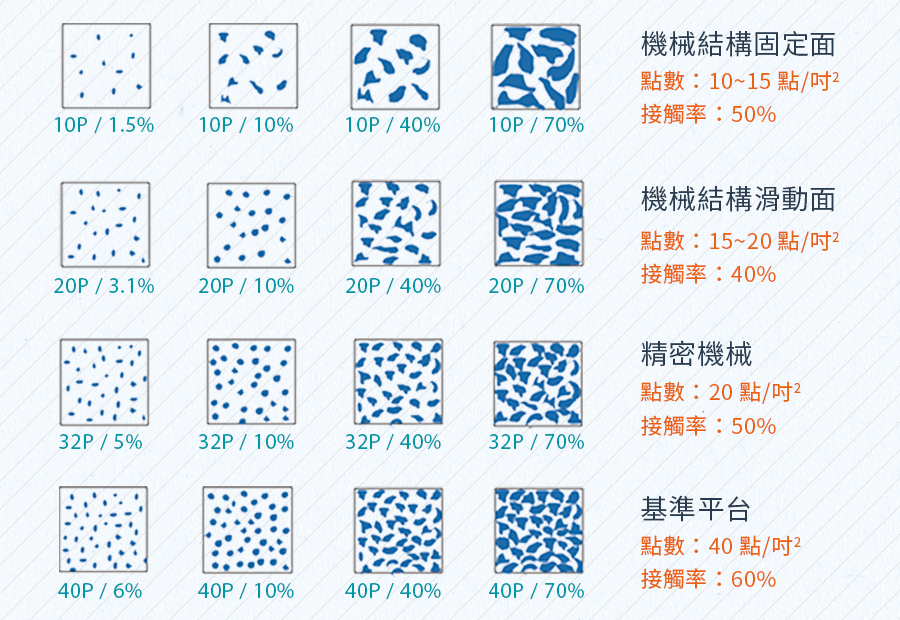
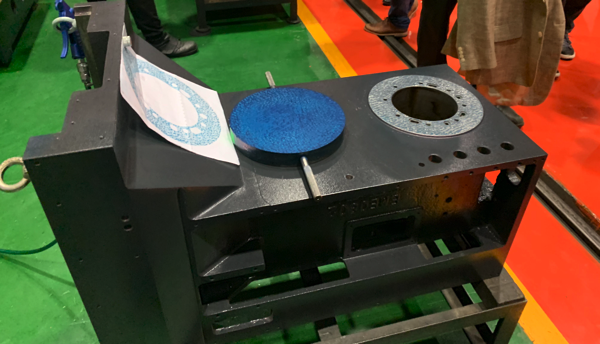
如果不清楚廠家到底有沒有鏟花工藝,可以檢查廠家內是否有鏟花基準平臺。基準平臺,需要專業技師每年校驗。


真平度 : 0.005 mm ( 亞崴標準 )
鏟花點 : 40點 / 平方英寸 ( 亞崴標準 )
高精度的機床源自于精湛的鏟花工藝,
亞崴借由經驗豐富的自訓鏟花團隊,
所有接觸面(滑動面、固定面)皆通過精密鏟花程序,
因此亞崴的產品具備其他品牌難以取代的精度優勢。
